
USI 部落格
第一手產業創新科技、應用與深度新聞
搜尋
- 06/29/2026
揪出隱形「微觀失效」:以菊鏈把關 SiP可靠度測試
作者:費紅艷/AMMS / MWC 硬體設計工程師
當一顆系統級封裝(SiP)把處理器、記憶體、射頻模組全塞進指甲大小的空間裡,工程師最擔心的往往不是「能不能動」,而是當手機摔落地面、汽車電子在引擎旁高溫運轉、產品在運送途中反覆受熱受震之後,那些比頭髮還細的焊點,還撐不撐得住?隨著電子產品朝高效能、小型化、多功能演進,SiP 因為整合度高、封裝彈性大,已廣泛用於消費電子、通訊與汽車電子。但也正因為結構複雜、材料多元,熱應力、電應力與機械應力的耦合效應格外顯著,板級可靠度便成為客戶最在意的關卡。回答這個關卡的,就是板級可靠度測試(Board Level Reliability Test,BLRT)。
BLRT 屬於互連可靠度測試,涵蓋彎曲、衝擊、振動、溫度循環與高溫高濕等項目,目的有三:確認各層級焊點互連的可靠度、確保 IC 與模組封裝的穩固性,以及驗證 IC 組裝到電路板後能否承受機械與環境應力。USI的研發團隊則是使用一套相當巧妙的設計來「預演」這些真實世界的考驗:菊鏈(Daisy Chain)測試結構。
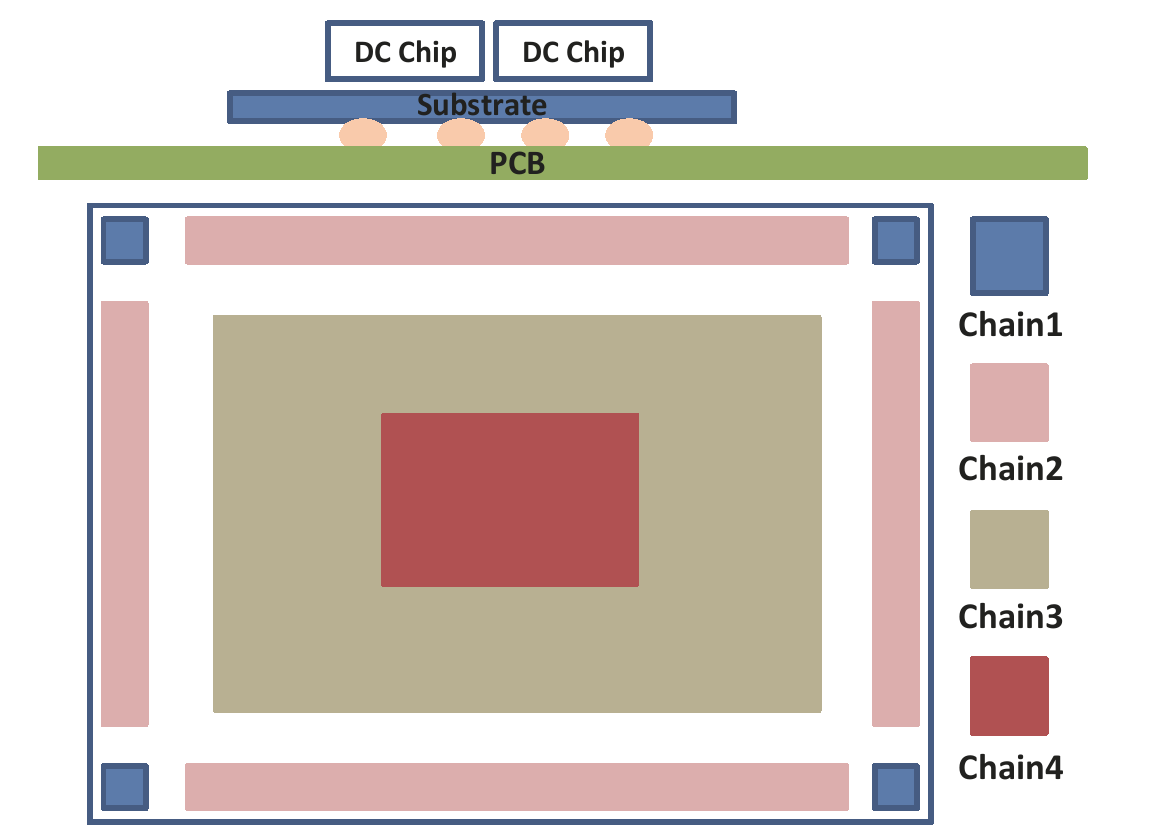
圖1 | 板級可靠度測試 : 菊鍊測試結構
用「假晶片」串成一條會說話的電路
菊鏈測試的核心,是一群刻意不具備任何功能的「菊鏈晶片」。它們外觀與真正的晶片無異,會先經由第一層焊點接到模組基板、再經第二層焊點接到測試板(EVB PCB),最後接到外部測試點,把整顆封裝裡的所有錫球串成一條完整封閉的電路迴路。
這樣設計的妙處在於:一旦某個焊點在測試中出現裂縫或斷裂,迴路的電阻就會立刻跳動。換句話說,肉眼看不見的微觀失效,會被翻譯成可量測的電訊號。值得一提的是,菊鏈設計分為三個等級,唯有 Level 3 才算合格,它必須完整涵蓋矽晶片金屬層、重佈線層(RDL)與凸塊/錫球。也就是說,BLRT 監測的不只是「晶片到板子」的焊接,連晶片內部的 RDL、凸塊乃至矽晶片本體的裂痕,都逃不過它的眼睛。
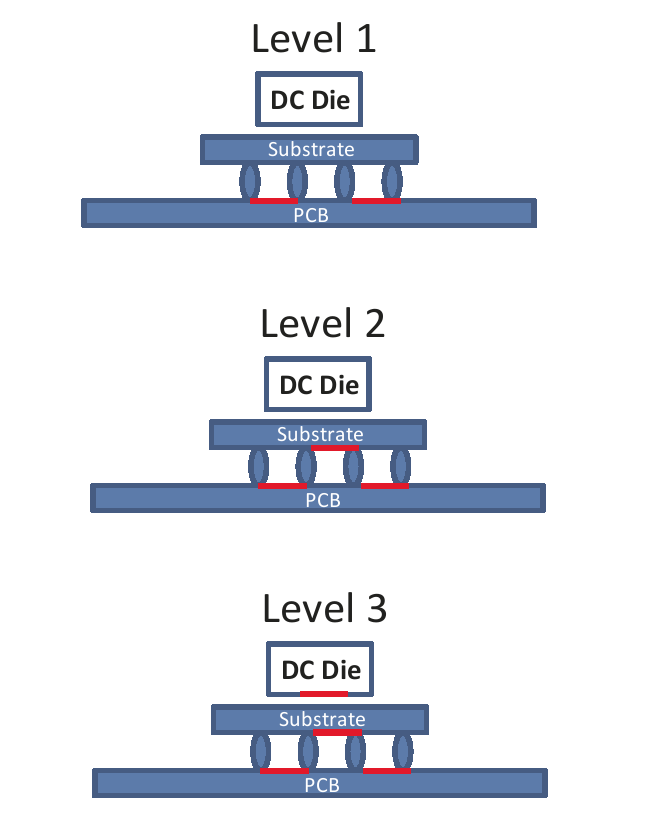
圖2 | 菊鍊測試核心Level 1 – 3結構設計
四條鏈,各自負責一種「酷刑」
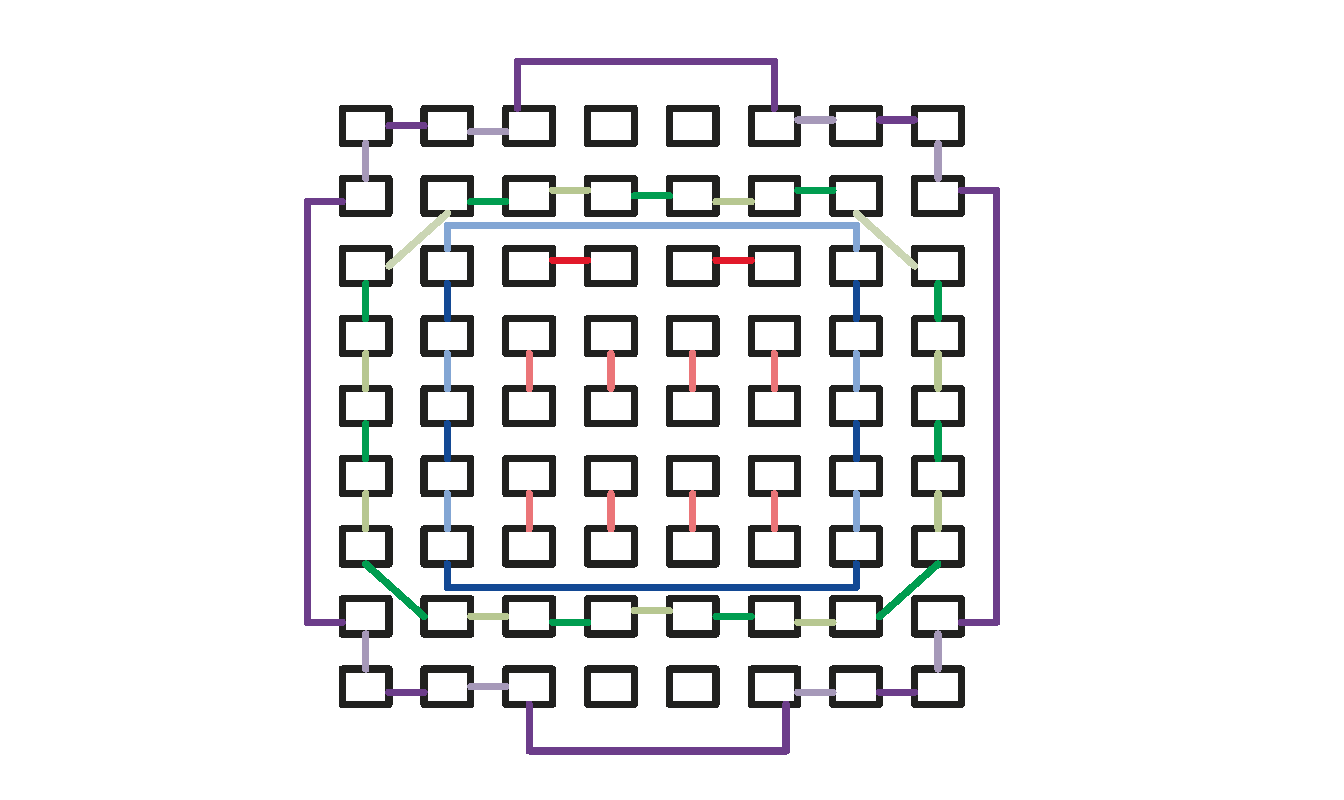
圖3 | 菊鍊設計範本: 四條獨立迴路對應不同的應力測試
USI 的菊鏈設計把整顆模組劃分為四條獨立迴路,分別對應不同的應力測試,讓問題能被精準歸位:
- Chain1(封裝核心 / CSP):連到晶片 IC,主要檢測 UBM 焊墊強度與晶片到模組焊墊之間的焊接性。
- Chain2(模組邊緣):檢測模組最外圈錫球與 EVB PCB 的連接,對應機械衝擊(Shock)測試。
- Chain3(模組中央):檢測中央區錫球與 PCB 的連接,對應溫度循環與高溫高濕(TCT / THD)測試。
- Chain4(四個角落):檢測四角與 PCB 的連接,對應彎曲(Bend)測試。
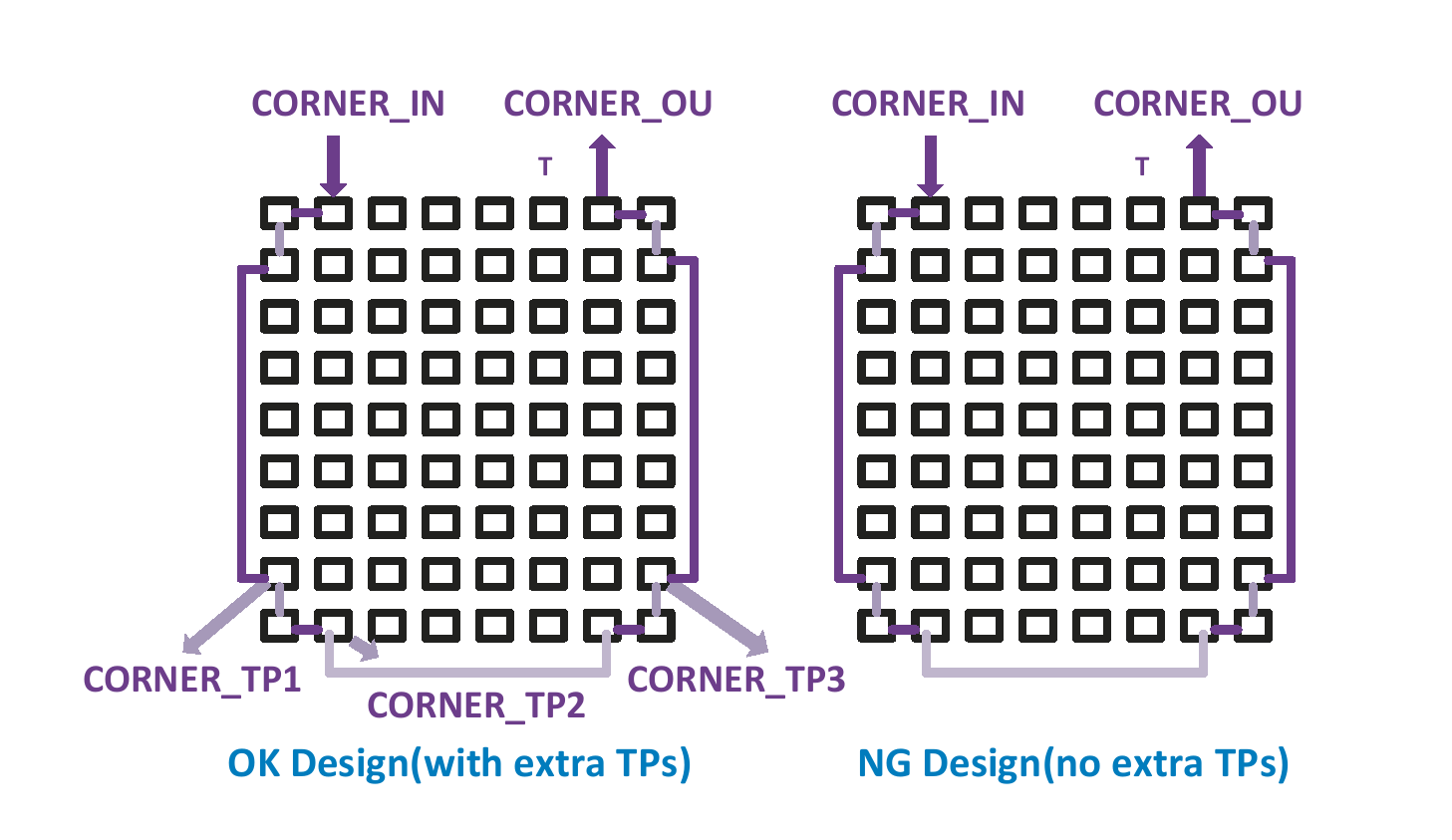
圖4 | 角落陣列迴路布局規則 : 額外配置獨立測試點
魔鬼藏在細節裡:讓「測試品」貼近「量產品」
BLRT 要有意義,前提是菊鏈模組必須盡量重現量產功能模組的真實行為。這當中有不少設計「眉角」。首先是銅含量(copper rate):菊鏈模組與功能模組各層的銅含量差異原則上要控制在 15% 以內,讓兩者的熱與機械應力響應一致。不過底層特別棘手——功能模組底層有大量接地焊墊可鋪成大片地,菊鏈模組卻沒有接地腳、每顆球都是節點,因此底層差異往往需與客戶協商核准。
其次是走線與佈局:經驗顯示,把走線拉到內層、而非走表層,可降低走線承受的應力;內層的導孔(via)尺寸應加大、線寬盡量加寬,以減少環境應力。轉角與焊墊接點則採用淚滴(teardrop)設計,避免線寬驟變造成訊號反射與斷裂,讓走線到元件焊墊呈平滑過渡。
最後是 EVB 焊墊:焊墊有 SMD(防焊覆蓋焊墊銅)與 NSMD(金屬定義)兩種。依 USI 過往 WiFi 專案的測試經驗,SMD 設計更有利於後續的底膠(underfill)填充,能提升焊點在板級可靠度測試下的整體穩固性。此外,封裝設計中成對的端接(termination pair)與 GND 接腳,也都必須在測試 PCB 上對應連接,才能完整封閉迴路。
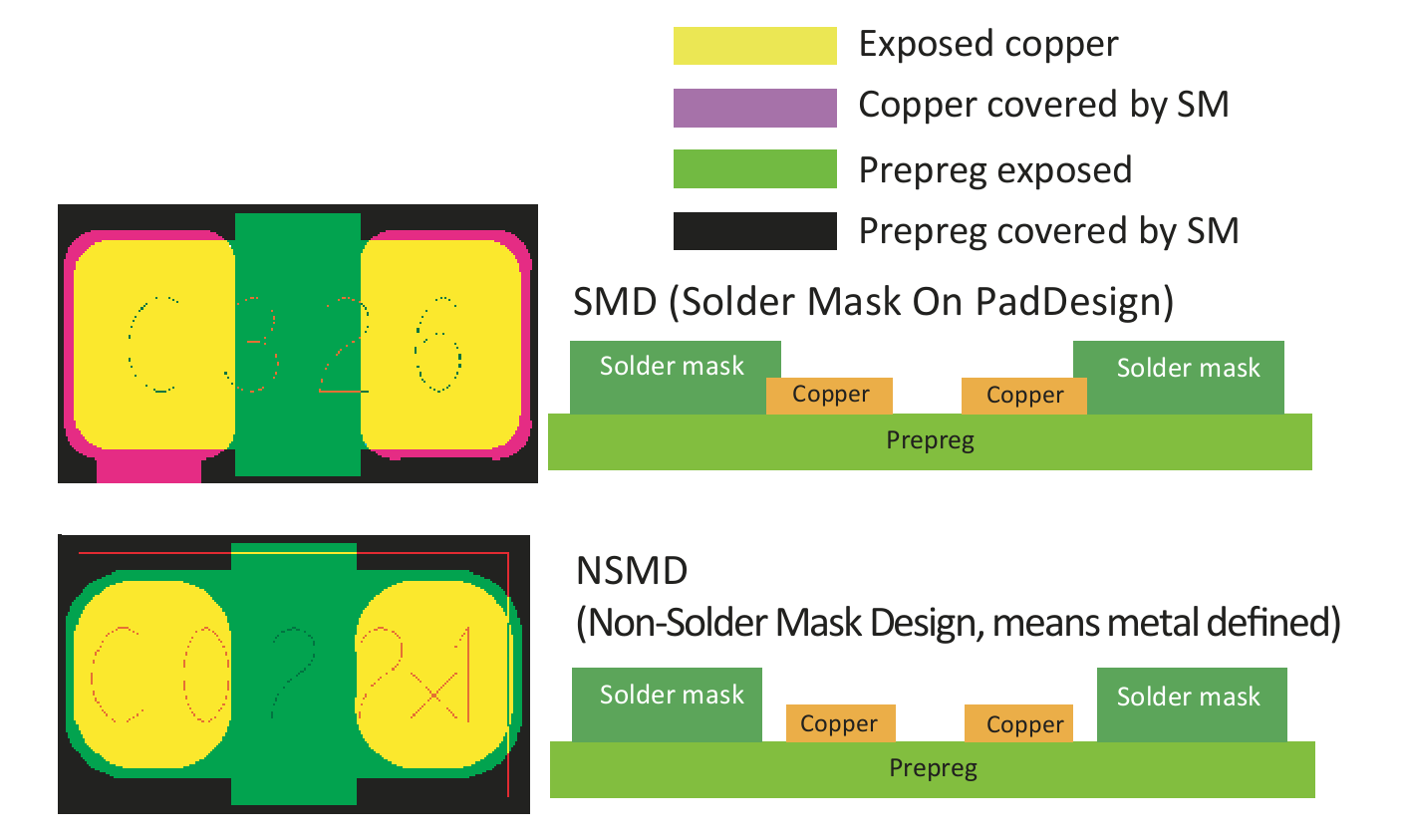
圖5 | BLRT菊鏈模組應用 : 焊墊定義對比
驗證體系的硬實力數據
過去的板級可靠度驗證,多半仰賴人工操作與分散管理:流程依賴經驗、缺乏標準化,測試漫長、設備占用率高,且容易出現人為誤差;失效分析往往只能在樣品壞掉後拆機推測,既耗時又不夠精準,更難以提前預防問題。
如今 USI 的研發團隊把整套流程徹底升級。我們以 JEDEC、IPC 等國際標準為基礎,結合客戶特殊需求,制定涵蓋溫度循環、熱衝擊、高溫高濕、機械衝擊與跌落的標準化測試流程;測試前先用有限元素分析(FEA)與熱機械模擬預測高風險焊點,優化樣品設計;測試導入自動化設備與即時資料擷取,輔以大數據趨勢分析快速揪出異常;失效時再以 X-Ray、C-SAM、FIB、SEM 等先進手段,搭配焊點疲勞壽命模型精準定位失效機理。三者環環相扣,把可靠度驗證從「碰運氣」變成「有把握」。這次的投入成果具體數據顯著,包含:
- 整體測試週期縮短約 50%,滿足客戶快速驗證的需求。
- 失效分析準確率提升至 90% 以上,報告更完整、改善建議更具針對性,減少重複驗證。
- 數位化專案平台讓客戶即時查看進度與報告,溝通效率提高約 70%。
- 流程標準化與自動化、加上模擬降低失效率,使整體專案成本降低約 20%。
- 沉澱出可複製的驗證體系與技術模板,可在後續 SiP 專案快速部署。
從「事後拆解」到「事前預測」的承諾
對客戶而言,菊鏈 BLRT 不只是一份測試報告,而是一張「這顆 SiP 經得起運輸、組裝與長期使用考驗」的信任憑證。USI 的研發團隊把標準化流程、模擬預測與先進失效分析,整合成可複製、可追溯的驗證體系,讓每一個新的 SiP 專案都能快速部署、穩定量產。在高階封裝供應鏈中,我們扮演的不只是製造者,更是替客戶提前把關品質與壽命的可靠度夥伴。透過科學嚴謹的設計與驗證,把「看不見的可靠度」化為「看得見的數據」,這正是 USI環旭電子在系統級封裝時代,能持續贏得客戶信任的關鍵。
常見問答(Q&A)
Q1. 什麼是 SiP 板級可靠度測試(BLRT)?
A:BLRT 是針對系統級封裝(SiP)組裝到電路板後進行的互連可靠度測試,涵蓋彎曲、衝擊、振動、溫度循環與高溫高濕等項目。其三大目的是:確認各層級焊點互連的可靠度、確保 IC 與模組封裝的穩固性,以及驗證 IC 組裝到 PCB 後能否承受機械與環境應力,藉此模擬產品在運輸、組裝與使用過程中可能遭遇的應力條件。
Q2. 菊鏈(Daisy Chain)設計在可靠度測試中扮演什麼角色?
A:菊鏈設計使用沒有實際功能的菊鏈晶片,透過第一層與第二層焊點,將封裝內所有錫球串成一條封閉電路。當任何焊點出現裂縫或斷裂時,迴路電阻就會改變,使肉眼看不見的微觀失效轉化為可量測的電訊號,是 SiP 焊點可靠度監測的核心手法。
Q3. 菊鏈設計為什麼一定要做到 Level 3?
A:菊鏈設計分為三個等級,只有 Level 3 合格。Level 3 是一條連續菊鏈,必須完整涵蓋矽晶片金屬層、重佈線層(RDL)與凸塊/錫球。因此 BLRT 不只能驗證元件到板子的焊點,連 RDL 與矽晶片/凸塊的裂痕等失效模式也能一併檢測。
Q4. EVB 焊墊為何建議採用 SMD 設計?
A:EVB 焊墊有 SMD(Solder Mask Defined,防焊覆蓋焊墊銅)與 NSMD(金屬定義)兩種。依 USI 過往 WiFi 專案的測試經驗,SMD 設計更有利於後續的底膠(underfill)填充,能提升焊點在板級可靠度測試下的整體穩固性。
Q5. USI 在 SiP 板級可靠度測試上有哪些技術優勢與成果?
A:USI 以 JEDEC、IPC 標準結合客戶需求建立標準化流程,並以有限元素分析(FEA)與熱機械模擬進行事前失效預測、導入自動化測試與即時資料擷取,再運用 X-Ray、C-SAM、FIB、SEM 等先進失效分析手段。實際成果包括:測試週期縮短約 50%、失效分析準確率提升至 90% 以上、溝通效率提高約 70%、整體成本降低約 20%。
Q6. 板級可靠度測試對 SiP 客戶的實際價值是什麼?
A:對客戶而言,完整的 BLRT 是「產品經得起運輸、組裝與長期使用考驗」的信任憑證。USI 將標準化流程、模擬預測與失效分析整合為可複製、可追溯的驗證體系,協助客戶加速設計優化、減少重複驗證並順利量產,是高階封裝供應鏈中替客戶提前把關品質與壽命的可靠度夥伴。
搜尋
最近的文章
-
當 AI 學會「讀字」:如何用深度學習,馴服 SMT 產線的誤報風暴
 當 AI 學會「讀字」:如何用深度學習,馴服 SMT 產線的誤報風暴
07/13/2026
當 AI 學會「讀字」:如何用深度學習,馴服 SMT 產線的誤報風暴
07/13/2026
-
揪出隱形「微觀失效」:以菊鏈把關 SiP可靠度測試
 揪出隱形「微觀失效」:以菊鏈把關 SiP可靠度測試
06/29/2026
揪出隱形「微觀失效」:以菊鏈把關 SiP可靠度測試
06/29/2026
-
電動車心臟,藏著看不見的對手:如何以「物理模型化」破解損耗難題?
 電動車心臟,藏著看不見的對手:如何以「物理模型化」破解損耗難題?
06/17/2026
電動車心臟,藏著看不見的對手:如何以「物理模型化」破解損耗難題?
06/17/2026
-
製程幕後|從「製造」走向「創造」Ep.2:「從無到有」的技術革新
 製程幕後|從「製造」走向「創造」Ep.2:「從無到有」的技術革新
05/28/2026
製程幕後|從「製造」走向「創造」Ep.2:「從無到有」的技術革新
05/28/2026
-
製程幕後|從「製造」走向「創造」Ep.1:揭秘 USI技術先行軍
 製程幕後|從「製造」走向「創造」Ep.1:揭秘 USI技術先行軍
05/07/2026
製程幕後|從「製造」走向「創造」Ep.1:揭秘 USI技術先行軍
05/07/2026
-
突破 AI 能源高牆:Power Block 與 3D 微小化解決方案
 突破 AI 能源高牆:Power Block 與 3D 微小化解決方案
12/31/2025
突破 AI 能源高牆:Power Block 與 3D 微小化解決方案
12/31/2025
-
駕馭車用 HPC:探尋玻璃基板系統模組(SoMoG) 技術的「最佳甜蜜點」
 駕馭車用 HPC:探尋玻璃基板系統模組(SoMoG) 技術的「最佳甜蜜點」
12/15/2025
駕馭車用 HPC:探尋玻璃基板系統模組(SoMoG) 技術的「最佳甜蜜點」
12/15/2025
-
【研發超展開】數位類比轉換器(DAC)控制偏壓電流創新解決方案,智慧電源的關鍵突破
 【研發超展開】數位類比轉換器(DAC)控制偏壓電流創新解決方案,智慧電源的關鍵突破
10/21/2025
【研發超展開】數位類比轉換器(DAC)控制偏壓電流創新解決方案,智慧電源的關鍵突破
10/21/2025
-
從「經驗」到「精準」:如何用AI智慧演算法,實現高效射頻預測模型
 從「經驗」到「精準」:如何用AI智慧演算法,實現高效射頻預測模型
09/11/2025
從「經驗」到「精準」:如何用AI智慧演算法,實現高效射頻預測模型
09/11/2025
-
活動|DIGITIMES 2025 MCU 論壇 – USI 談異質整合驅動 MCU 應用新格局
 活動|DIGITIMES 2025 MCU 論壇 – USI 談異質整合驅動 MCU 應用新格局
08/15/2025
活動|DIGITIMES 2025 MCU 論壇 – USI 談異質整合驅動 MCU 應用新格局
08/15/2025
跟緊產業脈動
隨時掌握第一手產業創新科技、應用與深度新聞
訂閱 USI 部落格
隨時掌握第一手產業創新科技、應用與深度新聞


