
USI 博客
第一手产业创新科技、应用与深度新闻
搜寻
- 06/29/2026
揪出隐形「微观失效」:以菊链把关 SiP可靠度测试
作者:费红艳/AMMS / MWC 硬体设计工程师
当一颗系统级封装(SiP)把处理器、记忆体、射频模组全塞进指甲大小的空间里,工程师最担心的往往不是「能不能动」,而是当手机摔落地面、汽车电子在引擎旁高温运转、产品在运送途中反复受热受震之后,那些比头发还细的焊点,还撑不撑得住?随着电子产品朝高效能、小型化、多功能演进,SiP 因为整合度高、封装弹性大,已广泛用于消费电子、通讯与汽车电子。但也正因为结构复杂、材料多元,热应力、电应力与机械应力的耦合效应格外显著,板级可靠度便成为客户最在意的关卡。回答这个关卡的,就是板级可靠度测试(Board Level Reliability Test,BLRT)。
BLRT 属于互连可靠度测试,涵盖弯曲、冲击、振动、温度循环与高温高湿等项目,目的有三:确认各层级焊点互连的可靠度、确保 IC 与模组封装的稳固性,以及验证 IC 组装到电路板后能否承受机械与环境应力。USI的研发团队则是使用一套相当巧妙的设计来「预演」这些真实世界的考验:菊链(Daisy Chain)测试结构。
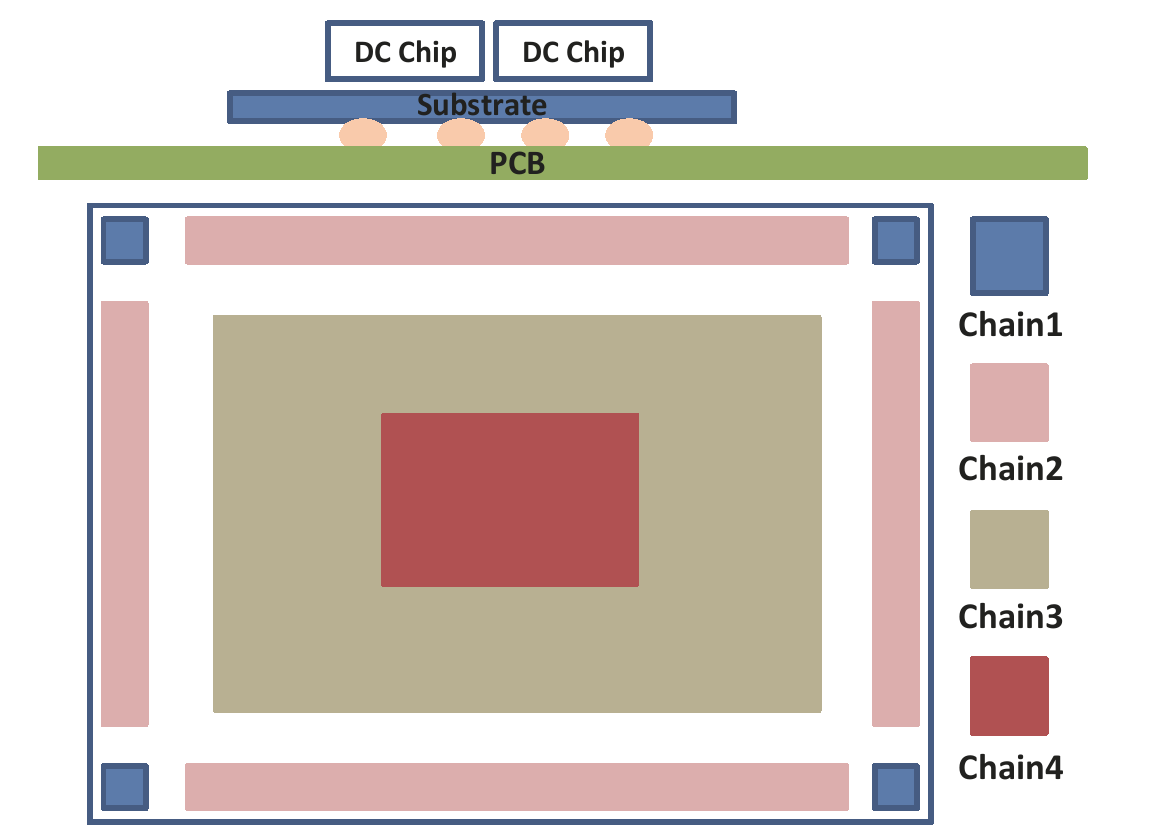
图1 | 板级可靠度测试 : 菊炼测试结构
用「假晶片」串成一条会说话的电路
菊链测试的核心,是一群刻意不具备任何功能的「菊链晶片」。它们外观与真正的晶片无异,会先经由第一层焊点接到模组基板、再经第二层焊点接到测试板(EVB PCB),最后接到外部测试点,把整颗封装里的所有锡球串成一条完整封闭的电路回路。
这样设计的妙处在于:一旦某个焊点在测试中出现裂缝或断裂,回路的电阻就会立刻跳动。换句话说,肉眼看不见的微观失效,会被翻译成可量测的电讯号。值得一提的是,菊链设计分为三个等级,唯有 Level 3 才算合格,它必须完整涵盖硅晶片金属层、重布线层(RDL)与凸块/锡球。也就是说,BLRT 监测的不只是「晶片到板子」的焊接,连晶片内部的 RDL、凸块乃至硅晶片本体的裂痕,都逃不过它的眼睛。
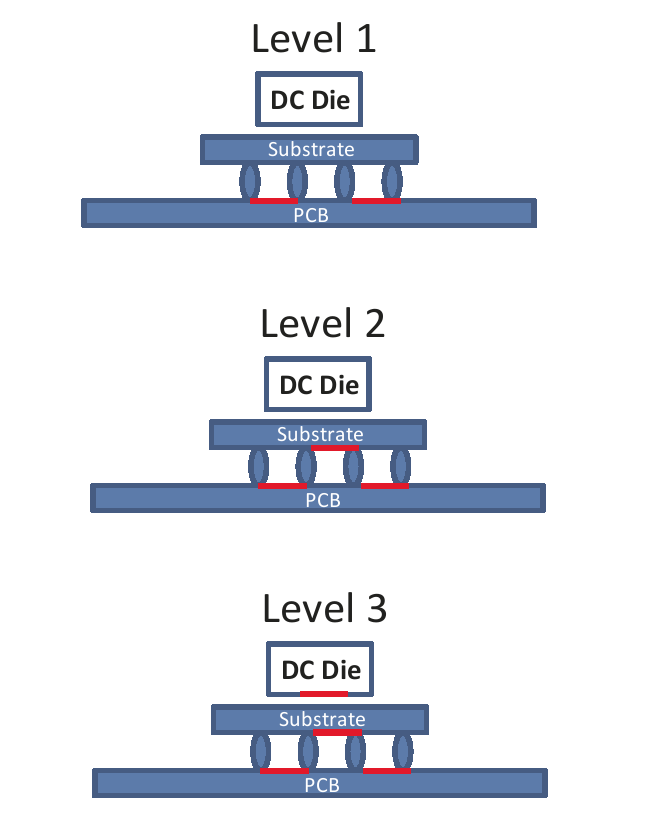
图2 | 菊炼测试核心Level 1 – 3结构设计
四条链,各自负责一种「酷刑」
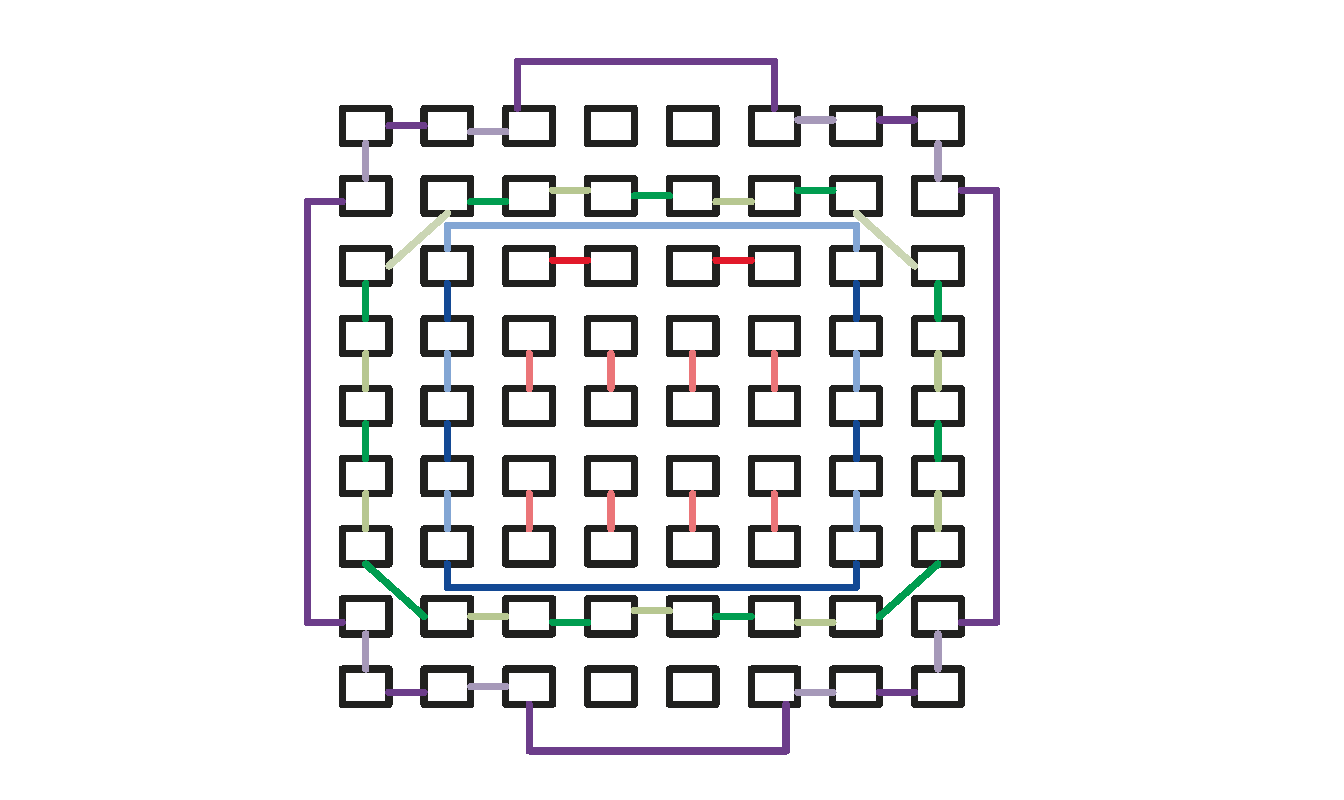
图3 | 菊炼设计范本: 四条独立回路对应不同的应力测试
USI 的菊链设计把整颗模组划分为四条独立回路,分别对应不同的应力测试,让问题能被精准归位:
- Chain1(封装核心 / CSP):连到晶片 IC,主要检测 UBM 焊垫强度与晶片到模组焊垫之间的焊接性。
- Chain2(模组边缘):检测模组最外圈锡球与 EVB PCB 的连接,对应机械冲击(Shock)测试。
- Chain3(模组中央):检测中央区锡球与 PCB 的连接,对应温度循环与高温高湿(TCT / THD)测试。
- Chain4(四个角落):检测四角与 PCB 的连接,对应弯曲(Bend)测试。
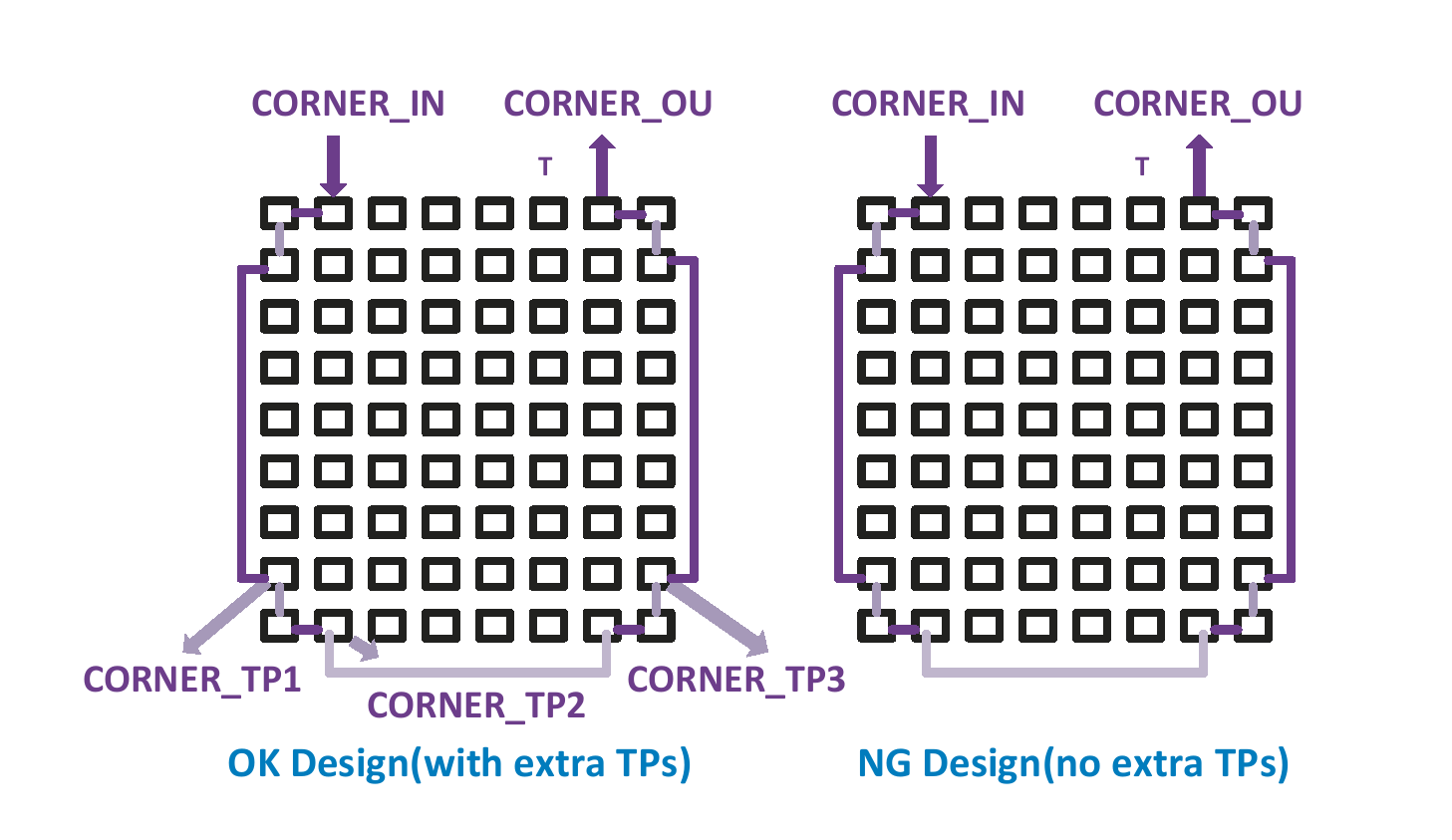
图4 | 角落阵列回路布局规则 : 额外配置独立测试点
魔鬼藏在细节里:让「测试品」贴近「量产品」
BLRT 要有意义,前提是菊链模组必须尽量重现量产功能模组的真实行为。这当中有不少设计「眉角」。首先是铜含量(copper rate):菊链模组与功能模组各层的铜含量差异原则上要控制在 15% 以内,让两者的热与机械应力响应一致。不过底层特别棘手——功能模组底层有大量接地焊垫可铺成大片地,菊链模组却没有接地脚、每颗球都是节点,因此底层差异往往需与客户协商核准。
其次是走线与布局:经验显示,把走线拉到内层、而非走表层,可降低走线承受的应力;内层的导孔(via)尺寸应加大、线宽尽量加宽,以减少环境应力。转角与焊垫接点则采用泪滴(teardrop)设计,避免线宽骤变造成讯号反射与断裂,让走线到元件焊垫呈平滑过渡。
最后是 EVB 焊垫:焊垫有 SMD(防焊覆盖焊垫铜)与 NSMD(金属定义)两种。依 USI 过往 WiFi 专案的测试经验,SMD 设计更有利于后续的底胶(underfill)填充,能提升焊点在板级可靠度测试下的整体稳固性。此外,封装设计中成对的端接(termination pair)与 GND 接脚,也都必须在测试 PCB 上对应连接,才能完整封闭回路。
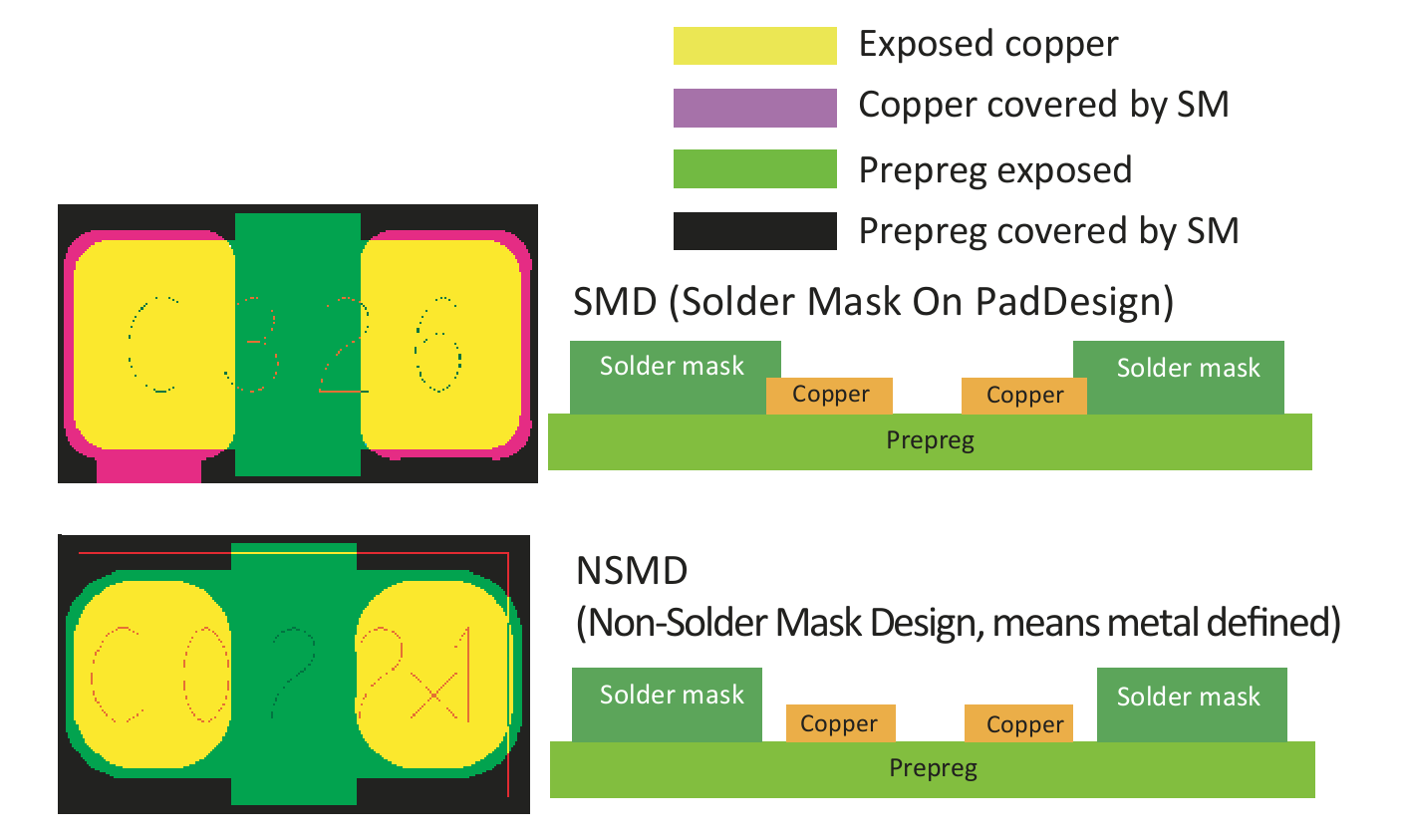
图5 | BLRT菊链模组应用 : 焊垫定义对比
验证体系的硬实力数据
过去的板级可靠度验证,多半仰赖人工操作与分散管理:流程依赖经验、缺乏标准化,测试漫长、设备占用率高,且容易出现人为误差;失效分析往往只能在样品坏掉后拆机推测,既耗时又不够精准,更难以提前预防问题。
如今 USI 的研发团队把整套流程彻底升级。我们以 JEDEC、IPC 等国际标准为基础,结合客户特殊需求,制定涵盖温度循环、热冲击、高温高湿、机械冲击与跌落的标准化测试流程;测试前先用有限元素分析(FEA)与热机械模拟预测高风险焊点,优化样品设计;测试导入自动化设备与即时资料撷取,辅以大数据趋势分析快速揪出异常;失效时再以 X-Ray、C-SAM、FIB、SEM 等先进手段,搭配焊点疲劳寿命模型精准定位失效机理。三者环环相扣,把可靠度验证从「碰运气」变成「有把握」。这次的投入成果具体数据显著,包含:
- 整体测试周期缩短约 50%,满足客户快速验证的需求。
- 失效分析准确率提升至 90% 以上,报告更完整、改善建议更具针对性,减少重复验证。
- 数位化专案平台让客户即时查看进度与报告,沟通效率提高约 70%。
- 流程标准化与自动化、加上模拟降低失效率,使整体专案成本降低约 20%。
- 沉淀出可复制的验证体系与技术模板,可在后续 SiP 专案快速部署。
从「事后拆解」到「事前预测」的承诺
对客户而言,菊链 BLRT 不只是一份测试报告,而是一张「这颗 SiP 经得起运输、组装与长期使用考验」的信任凭证。USI 的研发团队把标准化流程、模拟预测与先进失效分析,整合成可复制、可追溯的验证体系,让每一个新的 SiP 专案都能快速部署、稳定量产。在高阶封装供应链中,我们扮演的不只是制造者,更是替客户提前把关品质与寿命的可靠度伙伴。透过科学严谨的设计与验证,把「看不见的可靠度」化为「看得见的数据」,这正是 USI环旭电子在系统级封装时代,能持续赢得客户信任的关键。
常见问答(Q&A)
Q1. 什么是 SiP 板级可靠度测试(BLRT)?
A:BLRT 是针对系统级封装(SiP)组装到电路板后进行的互连可靠度测试,涵盖弯曲、冲击、振动、温度循环与高温高湿等项目。其三大目的是:确认各层级焊点互连的可靠度、确保 IC 与模组封装的稳固性,以及验证 IC 组装到 PCB 后能否承受机械与环境应力,藉此模拟产品在运输、组装与使用过程中可能遭遇的应力条件。
Q2. 菊链(Daisy Chain)设计在可靠度测试中扮演什么角色?
A:菊链设计使用没有实际功能的菊链晶片,透过第一层与第二层焊点,将封装内所有锡球串成一条封闭电路。当任何焊点出现裂缝或断裂时,回路电阻就会改变,使肉眼看不见的微观失效转化为可量测的电讯号,是 SiP 焊点可靠度监测的核心手法。
Q3. 菊链设计为什么一定要做到 Level 3?
A:菊链设计分为三个等级,只有 Level 3 合格。Level 3 是一条连续菊链,必须完整涵盖硅晶片金属层、重布线层(RDL)与凸块/锡球。因此 BLRT 不只能验证元件到板子的焊点,连 RDL 与硅晶片/凸块的裂痕等失效模式也能一并检测。
Q4. EVB 焊垫为何建议采用 SMD 设计?
A:EVB 焊垫有 SMD(Solder Mask Defined,防焊覆盖焊垫铜)与 NSMD(金属定义)两种。依 USI 过往 WiFi 专案的测试经验,SMD 设计更有利于后续的底胶(underfill)填充,能提升焊点在板级可靠度测试下的整体稳固性。
Q5. USI 在 SiP 板级可靠度测试上有哪些技术优势与成果?
A:USI 以 JEDEC、IPC 标准结合客户需求建立标准化流程,并以有限元素分析(FEA)与热机械模拟进行事前失效预测、导入自动化测试与即时资料撷取,再运用 X-Ray、C-SAM、FIB、SEM 等先进失效分析手段。实际成果包括:测试周期缩短约 50%、失效分析准确率提升至 90% 以上、沟通效率提高约 70%、整体成本降低约 20%。
Q6. 板级可靠度测试对 SiP 客户的实际价值是什么?
A:对客户而言,完整的 BLRT 是「产品经得起运输、组装与长期使用考验」的信任凭证。USI 将标准化流程、模拟预测与失效分析整合为可复制、可追溯的验证体系,协助客户加速设计优化、减少重复验证并顺利量产,是高阶封装供应链中替客户提前把关品质与寿命的可靠度伙伴。
搜寻
最近的文章
-
当 AI 学会「读字」:如何用深度学习,驯服 SMT 产线的误报风暴
 当 AI 学会「读字」:如何用深度学习,驯服 SMT 产线的误报风暴
07/13/2026
当 AI 学会「读字」:如何用深度学习,驯服 SMT 产线的误报风暴
07/13/2026
-
揪出隐形「微观失效」:以菊链把关 SiP可靠度测试
 揪出隐形「微观失效」:以菊链把关 SiP可靠度测试
06/29/2026
揪出隐形「微观失效」:以菊链把关 SiP可靠度测试
06/29/2026
-
电动车心脏,藏着看不见的对手:如何以「物理模型化」破解损耗难题?
 电动车心脏,藏着看不见的对手:如何以「物理模型化」破解损耗难题?
06/17/2026
电动车心脏,藏着看不见的对手:如何以「物理模型化」破解损耗难题?
06/17/2026
-
制程幕后|从「制造」走向「创造」Ep.2:「从无到有」的技术革新
 制程幕后|从「制造」走向「创造」Ep.2:「从无到有」的技术革新
05/28/2026
制程幕后|从「制造」走向「创造」Ep.2:「从无到有」的技术革新
05/28/2026
-
制程幕后|从「制造」走向「创造」Ep.1:揭秘 USI技术先行军
 制程幕后|从「制造」走向「创造」Ep.1:揭秘 USI技术先行军
05/07/2026
制程幕后|从「制造」走向「创造」Ep.1:揭秘 USI技术先行军
05/07/2026
-
突破 AI 能源高墙:Power Block 与 3D 微小化解决方案
 突破 AI 能源高墙:Power Block 与 3D 微小化解决方案
12/31/2025
突破 AI 能源高墙:Power Block 与 3D 微小化解决方案
12/31/2025
-
驾驭车用 HPC:探寻玻璃基板系统模组(SoMoG) 技术的「最佳甜蜜点」
 驾驭车用 HPC:探寻玻璃基板系统模组(SoMoG) 技术的「最佳甜蜜点」
12/15/2025
驾驭车用 HPC:探寻玻璃基板系统模组(SoMoG) 技术的「最佳甜蜜点」
12/15/2025
-
【研发超展开】数位类比转换器(DAC)控制偏压电流创新解决方案,智慧电源的关键突破
 【研发超展开】数位类比转换器(DAC)控制偏压电流创新解决方案,智慧电源的关键突破
10/21/2025
【研发超展开】数位类比转换器(DAC)控制偏压电流创新解决方案,智慧电源的关键突破
10/21/2025
-
从「经验」到「精准」:如何用 AI 智能演算法,实现高效射频预测模型
 从「经验」到「精准」:如何用 AI 智能演算法,实现高效射频预测模型
09/11/2025
从「经验」到「精准」:如何用 AI 智能演算法,实现高效射频预测模型
09/11/2025
-
活动|DIGITIMES 2025 MCU 论坛 – USI 谈异质整合驱动 MCU 应用新格局
 活动|DIGITIMES 2025 MCU 论坛 – USI 谈异质整合驱动 MCU 应用新格局
08/15/2025
活动|DIGITIMES 2025 MCU 论坛 – USI 谈异质整合驱动 MCU 应用新格局
08/15/2025
跟紧产业脉动
随时掌握第一手产业创新科技、应用与深度新闻
订阅 USI 博客
随时掌握第一手产业创新科技、应用与深度新闻


